
自动上粉、称量、混合系统食品厂上料系统的应用
配粉是基础面粉达到食品制作工艺最基本最首要的工艺环节。按照工艺配方要求,精确地称量配料操作是保证食品制造需求的面粉质量的基础, 粉质不达标或各批次投料成分难免有微小的偏差, 但必须使偏差控制在可允许的范围内, 否则会影响最终产品的性能。 如果采用传统的工业秤或普通电子秤的人工作业方式进行配料, 不仅由于人为因素的存在而降低了称量的重复精度, 而且也因为开放式人工操作难以确保良好的工艺卫生条件而使物料容易受到污染。于是,自动上粉、称量、混合系统的作业方式当属最佳的选择。近年来,食品行业的生产工艺不断进步更新,随着《食品安全法》的推出,食品安全的要求也越来越高。 自动上粉,称量、混合系统作业方式正在逐步应用和推广。
1 工艺流程及系统组成
1.1 设计思想
上粉、称量、混合系统由储料仓、给料系统、称重计量系统、混料设备、输送设备及中心控制系统几部分组成。主要有三个功能: ① 面粉的(散装或袋装)接收储存; ② 不同面粉和淀粉等的配粉和混合; ③ 发放给间歇或连续和面机使用, 适用于大量生产需要面粉的食品企业。 该系统能够配合流水线生产, 效率高,解决客户人力搬运面粉的繁重体力劳动,节省人力, 解决搬运过程中对面粉的污染和拆袋时残留面粉的浪费,节省面粉仓库面积,合理利用空间,灵活安排储存点与使用点。 该系统由 PLC 自动控制,可以连续进行面粉的储存与使用发放, 而不需要人工进行手动控制。
1.2 工艺流程
系统设置两套接收系统:一套散装接收系统,散装车通过压缩空气正压输送到暂存粉仓; 一套袋装接收系统:由人工拆包,倒入投料口振动筛、通过正压气力输送到面粉暂存仓。暂存仓面粉由振动出仓器、圆管绞龙出仓,经检查筛筛理后,通过正压气力输送到配粉仓,混合仓的面粉由振动出仓器、圆管绞龙出仓,通定量绞龙称进行重量式配粉, 再有圆管绞龙混合通过分配器进入和面机。 在输送过程中,设置磁选工艺。由于采用密相气力输送, 除尘系统仅需对人工投料斗、 压运关风器料斗、 粉仓进行少量的吸风除尘;除尘器的物料通过气力输送到粉仓。配料仓单独设置一个插入式脉冲除尘器。
1.3 系统组成
( 1 )储存粉仓 : 粉仓按圆形定做,采用实际厚度3~5mm 的 SUS304 钢板制作,
( 2 ) 输送系统:主要部件,振动卸料器、圆管绞龙、正压关风器、罗茨风机、输送管网、双路阀、除尘系统等。
( 3 )混配计量系统:由储存仓、振动卸料器、圆管绞龙、螺旋计量秤、淀粉秤、闸门、检查筛、磁选器等组成。
( 4 )高低料位:高料位,粉仓中面粉被装至指定高度,高料位报警,进料动作停止。以保护系统,防止堵塞。 低料位, 为保证面粉仓中的物料满足正常使用,当料层到达指定处,低料位报警,系统立即输送物料进行补充,保证生产的连续性。
( 5 )除尘风网:包括风机、脉冲除尘器、蝶阀、管网等组成。
2 设备选型
2.1 接收设备
2.1.1 散装面粉
设置有散装车接收装置 (散装车采用密相输送),散装面粉由空压机产生的厂区压缩空气进入罐内,经过流化装置把粉粒物料流化,出于罐内外产生的压力差, 粉粒物料随空气一起沿卸料管路输送到面粉暂存仓。
2.1.2 袋装面粉卸料
袋装面粉卸料由人工倒入投料口振动筛, 通风正压输送到粉仓。投料口振动筛采用概率筛分原理, 通过合理选择筛网孔径及激振力,使难筛粒颗粒得以迅速过筛,利用较大的筛孔和激振频率获得较小的分离粒度,与普通筛分方法相比,由于筛孔增大,堵孔倾向大大减小,透筛概率增加,筛分过程得以强化,而且筛面长度可以比普通筛分机短且不影响分级效果, 并且可以单独配置小脉冲除尘器除尘。设备由机架、筛框、筛筒、振动电机、软连接等部件组成:机架由方管和板材用 U 型螺栓固定连接而成,外形美观,拆装方便,强度高;筛筒用钢板焊接结构,内部容纳筛框;振动电机体积小、重量轻,安装方便,激振力大,噪声低,可任意调整激振力大小软连接材料是细帆布袋; 筛网目数及材质可根据用户需求配置(见图 1 )。
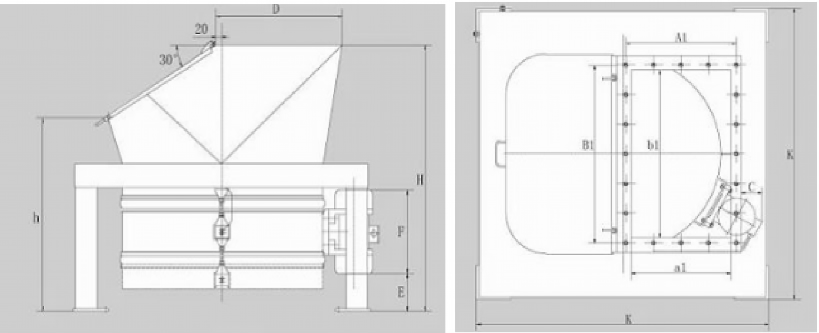
图 1 投料口振动筛结构
2.1.3 气力输送
系统在人工投料和粉仓出料段采用由空压机和旋转阀组成的正压密相气力输送系统, 直接输送到粉仓,动力由压缩机系统提供。 系统具有较高压力、较低流速但输送能力大,对物料几乎无影响,由于输送时需要较大的压力 , 可能会产生粉料堵塞现象,因此 , 根据各输送装置的管道布置情况 , 在输粉管道上设置助吹管、排堵管及阀门。沿输粉管道设置吹堵母管 , 吹堵母管外径宜 准50~准100 mm, 支管直径宜为准40~准65 mm, 吹堵支管接入输粉管的水平夹角不应大于 30° , 并应在紧靠输粉管处的吹堵支管上装设止回阀、旋塞阀或球阀。除尘器处理后的物料由常规的正压气输送回到面粉仓,由罗茨风机提供压缩气源。为防止脉冲不能出料,在脉冲底部设置压缩空气喷吹口,实行流态化出仓。
2.2 粉仓设计
粉仓按圆形定做, 粉仓底部锥体夹角不小于70° ,有利于面粉顺利进入振动卸料器。 仓体罐体采用实际厚度 3~5 mm 的 SUS304 钢板制作,有法兰处采用高强度外六角螺栓连接。 粉仓底部也由实际厚度 3~5 mm 厚 SUS304 钢板卷弯焊接制成,整个仓底焊有加强筋, 保证仓底的承受力。 为了防止面粉结拱,在粉仓制作时设计减压出仓装置;鉴于食品厂食品安全需要,需要定期对仓进行清理,特别是设置了压缩空气喷吹系统。
2.3 计量混合系统
为了降低钢结构厂房的高度,降低总投资,系统使用新型定量绞龙秤称重混合系统。定量绞龙秤是对颗粒或粉末状物料流进行连续记录和重量式计量(即按重量计量)的理想选择。 包括物料的连续混合或搅拌、 卸料过程中的重量记录以及微量成分的连续添加等过程。具备两种功能,一方面可连续测量质量流,另一方面可控制质量流:质量流测量功能负责记录预设产量级别的物料流的质量。 质量流控制功能则可对此物料流进行计量和控制。 定量绞龙的安装高度低,计量精确、而且易于集成式现场控制,适用于大批量、少品种的配粉工艺。具体的结构如图 2 所示:
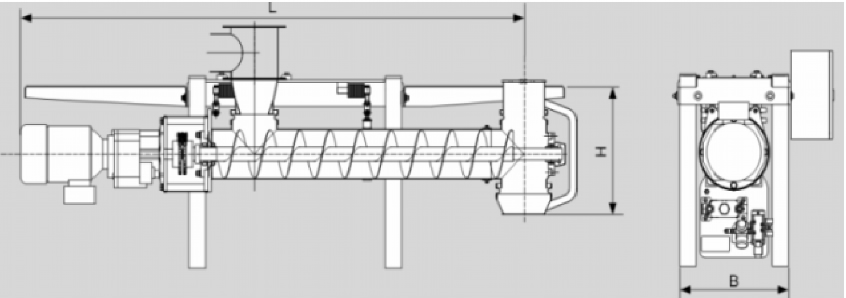
图 2 定量绞龙秤结构
2.4 料位阀门的选择
料位计和自动阀是自动称量配料系统中不可缺少的自动化元件。 料位计是用于连续测量和指示料仓中物料的位置,防止料仓缺料而使自动过程中断;自动阀是作为自动称量过程控制给料量的执行机构,是实现远距离集中控制的自动化元件。这两种主要自动化元件的选型合理与否, 直接影响系统工作的稳定性和系统构成的经济性。
2.4.1 料位计选型
从经济性角度考虑,选用电容式料位器,但由于电容式易粘料和面粉低容重、小阻力等因素存在,有时会造成物位指示失误的现象, 因此在使用中应加强经常性的检查和维护,以提高其工作可靠性。
2.4.2 自动阀选型
作为控制给料量的执行机构, 其型式一般有气动和电动两类,二者相比,以压缩空气为动力的气动式自动阀,具有动作灵敏、响应速度快的特点。 工艺中主要选气动式自动阀。
2.5 除尘系统
由于振动筛投料口, 压运关风器缓冲斗所产生的瞬时粉尘浓度较大, 选用收尘效果好的脉冲反吹除尘器。 脉冲反吹除尘器通常压缩空气 ( 0.5~0.6MPa )以脉冲方式周期间歇式的吹入滤芯内部,将粘附在滤芯外表面的粉尘吹落, 在粉尘颗粒最小为1 μm 时,除尘效率达 99.6% 。 为了减少投入,便于生产管理, 设备除尘和粉仓除尘合用一台脉冲除尘器除尘器。粉料筒仓选用结构简单、 成本较低的插入式脉冲除尘器。若多个筒仓合用一台收尘器,则宜选用脉冲反吹除尘器。使用一段时间后 , 滤袋外表面会粘附很多灰尘 ,影响滤袋透气性 , 过滤能力下降。 由于该除尘器为脉冲式 , 在使用过程中 , 可定期通过按钮控制电磁气阀产生脉冲气流向滤袋进行吹气 , 清除滤袋外表面吸附的灰尘 , 增加其透气性 , 清除的灰尘落入粉仓内
3 系统控制的设计
3.1 控制系统的组成
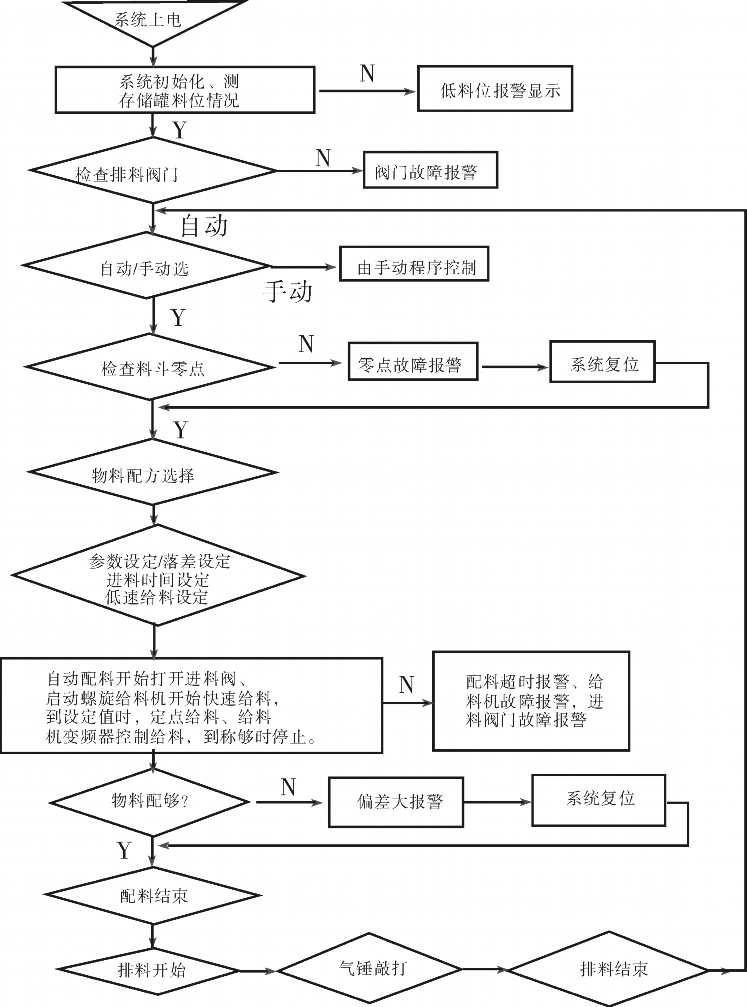
控制系统采用的 PLC 是西门子 S7-300 ,包括数字量输出 / 数字量输入模块,模拟量模块,以太网模块、电源模块和 CPU315 模块等。 上位机是一台工控机 , 可实现监视管理,并能把采集到的数据自动传递给服务器,下层通过 PLC 完成自动配料计算 , 并可实现报警控制。 S7-300 PLC 功能强大,运行稳定,可以满足大规模控制系统的要求。 控制流程见控制流程图 3 。系统由一套 S7-300PLC 、 一台工控机 (画面监视)和一台数据采集服务器组成。 其中,工控机 ( 监视机画面 ) 与 PLC 之间采用以太网进行连接,并通过以太网总线把数据发送到总的服务器上。秤的量程范围为 0~1 000 kg , 输出信号为 4~20ma ,由于现场环境恶劣,所以采用了信号隔离器,以确保输入到 PLC 信号的稳定。现场控制电动机的变频器,速度设置为二级,一级采用工频 50 Hz , 1 400 r/min , 二级 25 Hz , 700 r/min ,用 PLC 控制二级速度。 控制系统流程见图 3 。
3.2 控制系统功能
( 1 )在生产现场设置一个集中控制操作台,动态称重计量仪表安装在操作台上, 配方及控制命令由控制中心的工控机经通信线下传给仪表及 PLC 控制器。
( 2 )操作台内部安装西门子 S7 系列 PLC 可编程控制器及继电器等,负责控制各自动阀门和电机,压缩机的启停。
( 3 )计量仪表在 PLC 的控制下启动,在不同计量阶段输出不同的信号(上料、卸料等)给 PLC ,由PLC 对外部设备直接控制。
( 4 )操作台上安装按钮开关等,可实现上述各部分的手动控制。
( 5 )在现场操作处和集中控制操作台上均设有急停按钮,两个急停按钮系串联关系,用于紧急情况的应急断电处理。
( 6 )由变频器控制所有输送设备电机。
4 结语
自动上粉,称量、混合系统的设计与实现,已在思念等食品生产线和面系统上得到实际使用 , 降低了面粉上料人员的劳动强度 , 避免了由于操作人员操作失误而造成的事故。 配料称量计算准确 , 全无人自动化操作同时使生产率提高 , 为企业带来了可观的经济效益和良好的社会效益, 同时该系统中 PLC控制充分发挥了其抗干扰能力强、配置灵活、控制可靠、编程方便、易于维护和可现场调试的优点 , 给整个系统的稳定性带来较大的益处。 这种方法对其挂面,速冻食品、方便面厂有一定的借鉴和参考作用。
参考文献:
[1] 彭建恩 . 制粉工艺与设备 [M]. 成都:西南交通大学出版社,2005 , 9.